
Виды сварочных аппаратов
Виды сварочных аппаратов
Процесс выбора сварочного аппарата не вызовет трудностей, если заранее разобраться в классификациях и разновидностях. Для начала нужно определиться, какая технология будет применяться и какие металлы необходимо использовать для сваривания.
Существуют следующие методы сварки: ручная, полуавтоматическая, в газовой среде и без газа, точечная сварка и плазменная резка. Для новичка-сварщика может показаться, что выбрать оборудование и нужный метод работы сложно, но это только на первый взгляд. Мы собрали всю важную информацию о видах сварочных аппаратов.
Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Типы регуляторов тока

Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.

Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Характеристики для выбора сварочного аппарата
Зная тип аппарата, остается разобраться с основными характеристиками, и можно приступать к покупке:
- Сила тока. Максимальная сила тока сварочного аппарата влияет на проплавляемую толщину. Если предстоит варить профильную трубу, листовой металл, сетку с толщиной сторон не более 3 мм, хватит модели, выдающей 150 А. Но важно, чтобы аппарат действительно выдавал заявленные значения, иначе в некоторых случаях проварить толщину не получится. Для более расширенных задач купите инвертор 200 А. Моделями 250 А получится даже резать металл.
- Напряжение холостого хода. Чем выше показатель, тем легче зажечь дугу. При значении 30 V придется дольше стучать кончиком электрода о поверхность. Быстрее зажигается дуга при 60-90 V. После возбуждения нужно, чтобы напряжение снижалось до безопасного.
- Продолжительность работы. Обозначается ПВ или ПН, указывается в процентах. Число подразумевает, сколько минут из десяти аппарат сможет варить непрерывно. Для дачи хватит ПВ 30-40%. В мастерскую купите модель с ПВ 60-80%. На производство выбирайте ПВ 100%.
- Возможность работать при просадках. Когда на даче или в гараже входящее напряжение падает, сварочные аппараты уходят в защиту и не включаются. Другие поддерживают работу при пониженном напряжении 140-160 V.
- Влагозащищенность. Оборудованием IP21 можно пользоваться только внутри помещения. Модели IP23 не повредятся, если во время работы на улице пойдет дождь. С инверторами IP34 ведут сварку в специфических условиях (шахты, тоннели с капающей водой, устранение порывов теплотрассы, пр.).
- Вес. Аппараты массой 4-6 кг снабжаются плечевым ремнем. Их легче переносить на новое место сварки, использовать на высоте (установка антенны, приварка козырька, парапета).
- Разъемы. В случае горелки полуавтомата бывают обычные разъемы и Евро. Второй тип подходит к большему числу аппаратов. Для TIG горелки важен тип разъема управления, бывающий от 2 до 7 pin.
Производитель сварочных аппаратов тоже важен. Цена китайских моделей наиболее доступная. Российские сварочники стоят немного дороже, зато сборка более качественная. Самый длительный ресурс и надежность у инверторов и полуавтоматов из Германии, Италии, Франции.
Ответы на вопросы: на что обратить внимание при выборе сварочного аппарата
Конструктивные особенности
- Цифровой контроль всех сварочных параметров.
- Базовая комплектация с импульсным режимом, интегрированным в панель управления (функция Easy Pulse).
- Точное и эффективное высокочастотное зажигание дуги.
- Функция оптимизации энергосбережения Energy Saving запускает мотор вентилятора источника только при необходимости.
- Низкое энергопотребление.
- Сохранение и вызов собственных сварочных программ.
- Снижение электромагнитного возмущения, возникающего на высоких частотах только при зажигании дуги.
- Использование горелок с регулировкой тока позволяет осуществлять регулировку сварочных параметров и сохраненных программ непосредственно на самой горелке.
- Термостатическая защита от перегрева.
- Компактный металлический корпус с ударопрочной пластиковой лицевой панелью и прочной ручкой.
- Наклонная лицевая панель управления с хорошим углом обзора, удобная для чтения и регулировки. Панель управления защищена от случайных повреждений.
- Класс защиты IP 23 и защита электронных компонентов от попадания пыли, благодаря инновационной принудительной системе охлаждения источника «туннельный эффект», позволяют использовать аппарат в жестких производственных условиях.
- Кнопка выбора сварочного процесса: ТИГ переменный тока, ТИГ постоянный ток; ТИГ постоянный ток с режимом подъема дуги Lift; MMA.
- Кнопка выбора режима сварки: 2-тактный; 4-тактный; циклический; таймер точечной сварки.
- Возможность регулировки частоты импульсной TИГ сварки от 0,5 до 2000 Гц с подключением функции Syn Pulse.
- Баланс прямоугольной волны переменного тока и функция Balance Plus.
- Регулировка частоты прямоугольной волны.
- Установка диаметра вольфрамового электрода для улучшения контроля зажигания дуги и динамических свойств дуги.
- Выбор формы волны: прямоугольная; смешанная; синусоидальная; треугольная.
Функциональные возможности.
- Бесконтактный / контактный поджиг дуги.
- Высокочастотное зажигание дуги.
- Режим подъема дуги Lift.
- Режим форсирования дуги.
- 2/4-тактовый режим работы.
- Плавная регулировка сварочного тока и напряжения.
- Предварительная и послесварочная продувка газа.
- Регулировка времени нарастания и спада сварочного тока.
- Регулировка тока заварки кратера.
- Импульсная сварка.
- Легкий импульс.
- Цифровой вольтметр и амперметр.
- Программирование (до 9 программ).
- Режим сварки на прихватках.
- Режим циклической сварки.
- Встроенный блок защиты от больших перепадов напряжений в сети PFC (только для модели 2200).
Импульсная сварка обеспечивает меньшее тепловложение по сравнению с обычным способом сварки, что позволяет сваривать более широкий диапазон толщин. За счет повышения частоты до 500 Гц достигается высокая степень сжатия дуги, тем самым уменьшается зона термического влияния, что позволяет повысить эстетичный вид сварного шва. Повышается качество сварки тонких материалов (0,5−0,8 мм), исключаются прожоги, снижается коробление во время и после сварки.
Легкий импульс позволяет оператору выставить только значение максимального сварочного тока, а машина сама автоматически подберет значение частоты (0,5−500 Гц) и длительность сварочного тока. Благодаря использованию данной функцию значительно снижаются требования к квалификации сварщика.
Функция Цикл позволяет посредством быстрого нажатия кнопки на горелке мгновенно переключиться между двумя заранее установленными значениями сварочного тока. Эта функция применяется при сварке разнотолщинных профилированных заготовок, где требуется продолжительная смена значений сварочного тока. Возможность использования большого стартового сварочного тока необходима для подогрева свариваемых заготовок.
Функция Syn Pulse в зависимости от выбранной амплитуды тока автоматически с использованием синергетики, генерирует соответствующую частоту следования и основной ток. Возможность предварительной установки величины импульсных параметров сокращает время настройки, обеспечивая тем самым оптимальные импульсные комбинации параметров, что дает возможность даже малоквалифицированным сварщикам работать на данном типе оборудования.
Высокочастотная сварка на постоянном токе − импульсная сварка TIG, обеспечивающая хороший контроль дуги и уменьшение коробления.
Высокочастотная импульсная сварка (до 2000 Гц) применяется для тонких материалов, обеспечивая уменьшение конуса дуги и меньшее термическое влияние. Дуга становится более концентрированной и стабильной, что способствует увеличению скорости сварки и глубокому проплавлению металла.
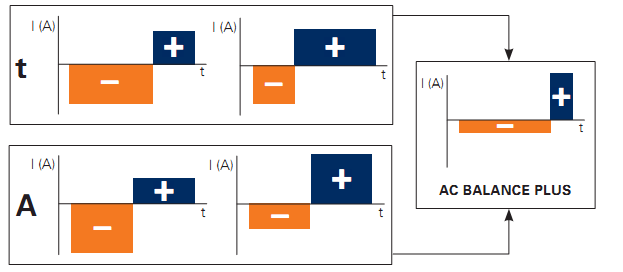 Функция Balance Plus – это возможность регулировки времени (t) и амплитуды (A) сварочного сигнала в положительной или отрицательной полярности. Данная функция обеспечивает отличный контроль проплавления и чистоты дуги со значительным сокращением боковых подрезов металла.
Функция Balance Plus – это возможность регулировки времени (t) и амплитуды (A) сварочного сигнала в положительной или отрицательной полярности. Данная функция обеспечивает отличный контроль проплавления и чистоты дуги со значительным сокращением боковых подрезов металла.
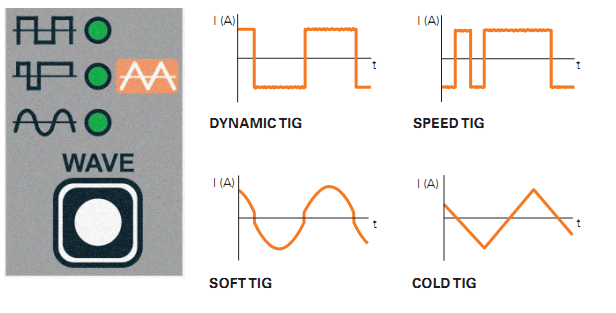
Контроль формы волны переменного тока
 DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.
DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.- SOFT TIG – синусоидальная волна: более плавная и мягкая дуга со сниженным уровнем помех, идеально подходит для сварки средних толщин металла.
- SPEED TIG – смешанная волна: оптимальное проплавление при высокой скорости сварки и небольшом износе электрода.
- COLD TIG – треугольная волна: пониженное тепловложение при уменьшенной деформации материала, идеально подходит для сварки малых толщин.
 DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.
DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.Контроль частоты переменного тока
- Регулировка частоты различных форм волны переменного тока импульса переменного сварочного тока обеспечивает более глубокое проплавление и уменьшенный износ электродов.
- Высокая частота позволяет производит сварку тонких листов с очень хорошими результатами.
- Сварка на низкой частоте идеально подходит для средних толщин, а также для заготовок с плохо подготовленными кромками.
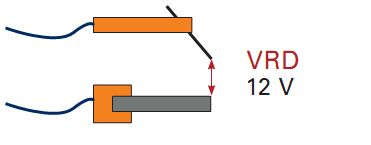 Устройство снижения напряжения VRD (для моделей MATRIX 2200 и 3000) уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
Устройство снижения напряжения VRD (для моделей MATRIX 2200 и 3000) уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
Компенсация коэффициента мощности PFC
 Формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Данное устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
Формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Данное устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
Выбор режима ручной дуговой сварки
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.2 Напряжение дуги (длина сварочной дуги)
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.3 Скорость сварки
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.

На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
- Сварка с глубоким проплавлением основного металла
- Сварка низко- и среднеуглеродистых и низколегированных сталей толщиной 5 мм и более электродами с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др.
- Сварка чугуна
- Сварка с повышенной скоростью плавления электродов
- Сварка низколегированных и низкоуглеродистых сталей (типа 16Г2АФ), средне- и высоколегированных сталей и сплавов
- Сварка тонкостенных листовых конструкций
Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т.д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
ТЕХНИКА СВАРКИ
При приобретении опыта в указанных четырех действиях необходимо всегда добиваться следующего:
1. Правильного положения при сварке;
2. Правильного зажигания дуги;
3. Правильной длины дуги;
4. Правильной скорости сваривания.
Можно сократить время на обучение, выполняя следующее упражнение. Использовать следующие материалы: — пластину из мягкой стали: 5 мм или несколько толще — электрод: 1/8" (3,2 мм) З- заданный ток: 100-120 А пер.
1. Научиться зажигать дугу путем царапания электродом по поверхности. При этом электрод следует держать правильно и использовать обе руки.
2. Когда обучающийся научится правильно зажигать дугу без прилипания, необходимо потренироваться в поддержании правильной длины дуги. Длину дуги следует учиться поддерживать по звуку.
3. Когда ученик научится поддерживать короткую потрескивающую дугу, необходимо начинать перемещать ее. Следует постоянно следить за сварочной ванной, а также наблюдать за валиком отверждающегося металла.
4. Выполнять сварные швы на плоской пластине. Затем делать их параллельно верхнему краю (край ближайший к сварщику). Это дает практику в выполнении прямых сварных швов и позволяет хорошо видеть прогресс в обучении, когда, например, 10-й шов выглядит значительно лучше первого. При постоянном контроле своих ошибок и прогресса сварка скоро станет рутинным делом.

