
Делаем редуктор для регулировки тока сварочного инвертора сами — инструкция, схема, настройка
Делаем редуктор для регулировки тока сварочного инвертора сами — инструкция, схема, настройка

Для создания точного шва, важно правильно и точно настроить варочный ток, который будет соответствовать работе.
Мастера с опытом часто сталкиваются с варкой металла разной толщины, поэтому, иногда, стандартной настройки на минимум и максимум порой не хватает, чтобы качественно работать.
Тогда необходимо настраивать электроток поэтапно, достигая нужного ампеража. Для решения этой задачи подключают к цепи вспомогательный прибор — регулятор напряжения.
Это позволяет регулировать напряжение по энергии преобразованного переменного тока, а также по энергии преобразуемого переменного тока. Каждый метод настройки преобразователя энергии для варки различается, все тонкости надо принимать во внимание.
Поговорим, как регулировать электроток в инверторах. Рассмотрим схемы аппаратов регулировки для полуавтоматических инверторов. Подскажем, как подбирать регулятор по преобразуемому переменному току для варочного преобразователя энергии.
Сварочные инверторы для ручной дуговой сварки (MMA)
Компактные и легкие инверторные аппараты FUBAG для MMA сварки разработаны для профессиональных, монтажных и ремонтных работ разной степени сложности. Простота управления, мобильность и точность установки параметров обеспечивают отличные показатели сварки.
- Показать все
- Серии IN
- С цифровым дисплеем IR
- В компактном корпусе IQ

FUBAG Сварочный инвертор IR 160
Сварочный аппарат Fubag IR 160 — отличный выбор для дома и периодического использования на строительной площадке. Инвертор пригоден для сварочных работ в диапазоне тока от 10 до 160 А электродами диаметром от 1.6 до 4 мм.
• Цифровой дисплей для настройки параметров
• Функции HOT START / ARC FORCE / ANTI STICK
• Эффективная система охлаждения
• Встроенная функция термозащиты
• Регулируемый ремень для переноски

FUBAG Сварочный инвертор IR 180
Сварочный аппарат FUBAG IR 180 – выбор сварщиков, использующих в работе электроды диаметром 4 мм чаще других. Уверенно работает в широком диапазоне напряжения сети – от 150 до 240 В. Инвертор компактен и легок, что делает его удобным инструментом для сварки в быту и строительстве.
• Цифровой дисплей для регулировки тока
• Диапазон сварочного тока — 10-180 А
• Функции HOT START / ARC FORCE / ANTI STICK
• Эффективное охлаждение аппарата и термозащита
• Ремень для переноски
• Кабель с электродержателем и кабель заземления в комплекте

FUBAG IR 200
Сварочный инвертор FUBAG IR 200 — самая популярная модель категории с максимальным сварочным током 200 А, которую можно использовать как на стройке, так и в домашних условиях. Как и другие представители серии отличается легкостью и удобством при переноске.
• Цифровой дисплей для легкого контроля параметров
• Диапазон сварочного тока — 10-200 А
• Функции HOT START / ARC FORCE / ANTI STICK
• Система охлаждения и термозащиты сварочного аппарата
• Регулируемый ремешок на корпусе инвертора

FUBAG IR 200 V.R.D.
Модель сварочного инвертора IR 200 V.R.D – проста и надежна в эксплуатации. Аппарат предназначен для продолжительной сварки с максимальным током 220 А в местах с особо опасной зоной поражения электрическим током (например, шахты, судоверфи и т.д.).
• Легкая настройка параметров на цифровом дисплее
• Диапазон сварочного тока – 10-200 А
• Поддержка диаметров электрода 1,6 – 5 мм
• Функции HOT START / ARC FORCE / ANTI STICK
• Отключаемая функция VRD
• Эффективная система охлаждения

FUBAG IR 220
Самая мощная модель сварочного инвертора серии FUBAG IR. Сварочный аппарат FUBAG IR 220 работает в диапазоне сварочного тока — от 10 до 220 А. Может использоваться для бытовых задач, в том числе для интенсивной эксплуатации. Отличается компактностью, малым весом и удобством при переноске.
• Цифровой дисплей с индикацией параметров
• Работа с диаметрами электрода до 5 мм
• Функции HOT START / ARC FORCE / ANTI STICK
• Тоннельная система охлаждения
• Термозащита с индикацией перегрева

FUBAG Сварочный инвертор IR 220 V.R.D.
Мощный и надежный сварочный инвертор Fubag IR 220 VRD подойдет для использования новичками и профессионалами. Функция VRD делает аппарат незаменимым для проведения интенсивных сварочных работ в местах с повышенной влажностью (например, в туннелях, резервуарах, колодцах и т.д.).
• Высокое качество сварного соединения
• Цифровой дисплей для удобной настройки
• Диапазон сварочного тока – 10-220 А
• Функции HOT START / ARC FORCE / ANTI STICK
• Сварка электродами диаметром до 5 мм
• Улучшенная система охлаждения

FUBAG Инвертор сварочный IN PULSE 160 CEL
Компактный однофазный сварочный инвертор c отличным соотношением максимального тока и продолжительности включения. Работает двумя типами сварки: MMA и TIG Lift. Имеет настраиваемый импульсный режим сварки MMA Pulse для улучшения качества вертикальных швов. Удобная параметрическая кривая на панели управления позволяет быстро настроить сварочные параметры. Поддерживает сварку электродами с целлюлозным покрытием.
• Диапазон сварочного тока (MMA, TIG) — 10-160 А
• Импульсный режим сварки MMA Pulse
• Функция TIG LIFT
• Регулируемые функции Arc Force и Hot Start
• Цифровой дисплей
• Разъем для подключения пульта дистанционного управления

FUBAG Сварочный инвертор IQ 160
Легкая и компактная модель инвертора FUBAG IQ 160 для работы дома или на даче. Высокотехнологичные функции облегчают работу со сварочным аппаратом и гарантируют ровный сварочный шов при выполнении любой задачи.
• Диапазон сварочного тока – 20-160 А
• Поддерживает работу с электродом до 4 мм
• Функции HOT START / ARC FORCE / ANTI STICK
• Усовершенствованная технология IGBT
• Мягкий нейлоновый ремень для переноски

FUBAG Сварочный инвертор IQ 180
Сварочный инвертор FUBAG IQ 180 работает в диапазоне сварочного тока 20-180 А с электродами диаметром до 4 мм. Легкость и компактность аппарата делает его идеальным выбором для работы в труднодоступных местах.
• Плавная регулировка силы тока
• Функции HOT START / ARC FORCE / ANTI STICK
• Эффективная система охлаждения
• Функция термозащиты
• Усовершенствованная технология IGBT

FUBAG Инвертор сварочный IN 176 CEL
Сварочный инвертор FUBAG IN 176 CEL обладает интуитивно понятным управлением и продуманной функциональностью. При весе всего 4,9 кг аппарат имеет отличные рабочие характеристики, работает в двух режимах MMA и TIG и уверенно справляется с задачами различной степени сложности.
• Цифровой дисплей
• Диапазон сварочного тока MMA/TIG – 10-160 А
• Функции Hot Start и Tig Lift
• Поддержка целлюлозных электродов
• Обеспечивает возможность сварки в любых положениях

FUBAG Инвертор сварочный IN PULSE 180 CEL
Универсальный сварочный инвертор для ручной дуговой (MMA) и аргонодуговой сварки методом TIG Lift. Аппарат поддерживает режим импульсной сварки MMA (повышает качество вертикальных швов). Удобная панель управления помогает легко выставить нужные параметры и полностью контролировать процесс сварки. Компактность IN PULSE 180 CEL делает инвертор идеальным вариантом для работы в труднодоступных местах и на высоте.
• Диапазон сварочного тока (MMA, TIG) — 10-180 А
• Импульсный режим сварки MMA Pulse
• Функция TIG LIFT
• Регулируемые функции Arc Force и Hot Start
• Цифровой дисплей
• Разъем для подключения пульта дистанционного управления

FUBAG Сварочный инвертор IN 206 LVP
Легкий и компактный сварочный инвертор FUBAG IN 206 LVP подходит для сварки в труднодоступных местах и на высоте. Аппарат уверенно работает на пониженном напряжении (от 130 до 265 В) и поддерживает электроды до 5 мм.
• Цифровой дисплей и сенсорное управление
• 2 режима сварки – MMA/TIG
• Диапазон сварочного тока – 10-200 А
• Функция TIG LIFT (контактное зажигание дуги)
• Функция Hot Start для легкого розжига дуги
• Встроенный корректор мощности (PFC)

FUBAG сварочный инвертор IR 250 T
Мощный трёхфазный сварочный инвертор IR 250 T с максимальным током 250 А. Обеспечивает идеальную сварку электродами диаметром до 6 мм. Инвертор имеет простую и понятную панель управления с цифровой индикацией сварочного тока. Модель позволяет регулировать функцию ARСFORCE в ручном режиме. Аппарат имеет возможность подключения пульта дистанционного управления.

FUBAG сварочный инвертор IR 300 T
Мощный трёхфазный сварочный инвертор IR 300 T с максимальным током 300 А. Обеспечивает идеальную сварку электродами диаметром до 6 мм. Инвертор имеет простую и понятную панель управления с цифровой индикацией сварочного тока. Модель позволяет регулировать функцию ARС FORCE в ручном режиме. Аппарат имеет возможность подключения пульта дистанционного управления.

FUBAG Инвертор сварочный IQ 200
Инверторы Fubag IQ 200 – легкие и компактные модели, востребованные профессионалами. Сварочный аппарат завоевал популярность у ремонтных служб и служб ЖКХ. Благодаря своей уникальной эргономике в сочетании с отличными эксплуатационными характеристиками аппарат IQ 200 стал победителем международного конкурса дизайна в Германии IF DESIGN AWARD-2018.
• Диапазон сварочного тока — 20-200 А
• Поддержка электродов диаметром до 5 мм
• Функции HOT START / ARC FORCE / ANTI STICK
• Удобный плечевой ремень для переноски
• Запатентованная эргономичная конструкция корпуса
Схема тиристорного регулятора

Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.


Как работает сварочный инвертор?

Продолжаем изучение сварочного инвертора Telwin. В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
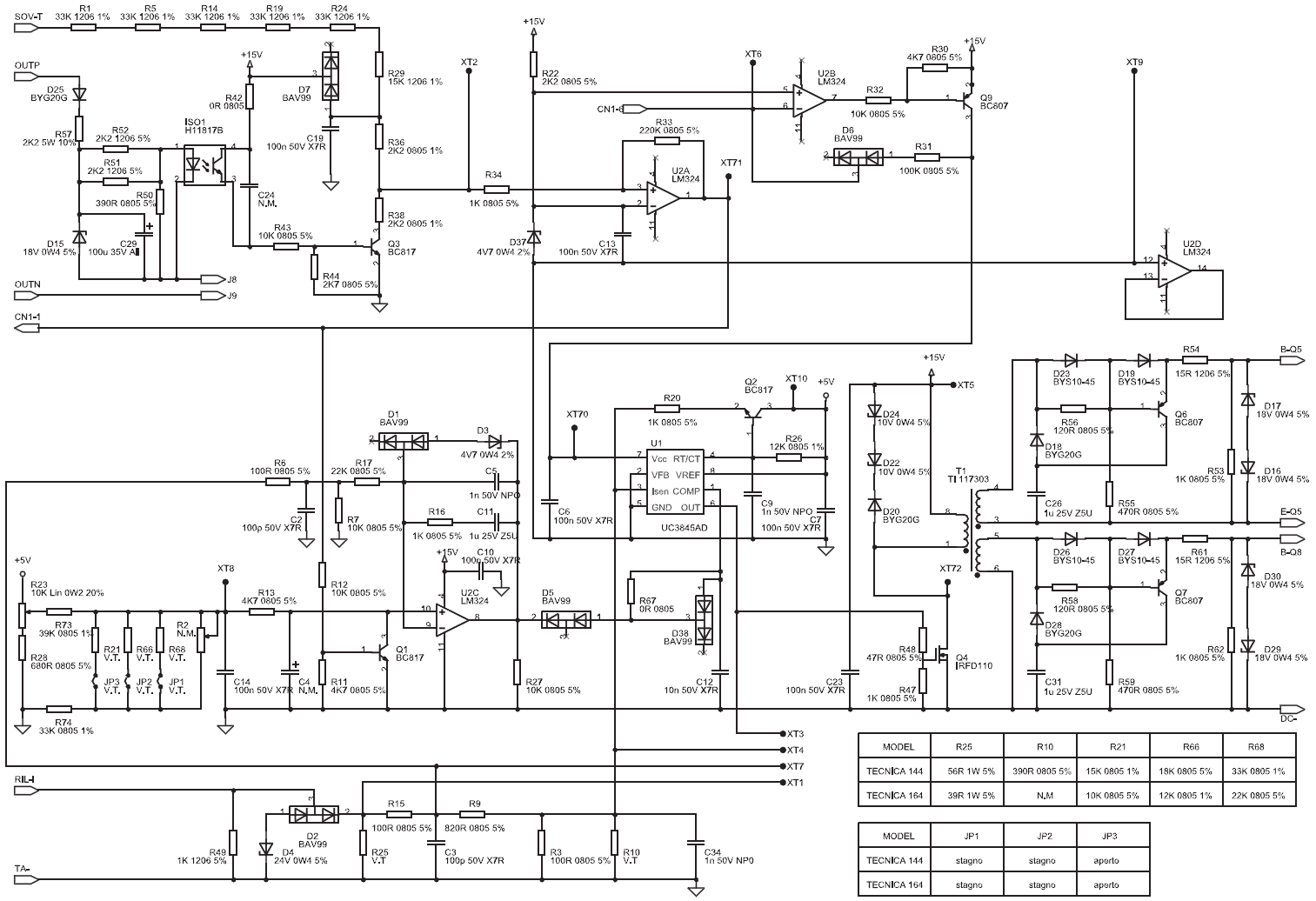
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.

Схема управления выполнена в основном из поверхностно-монтируемых элементов (SMD). Как видно на фото поверхность платы покрыта слоем защитного лака и это затрудняет считывание маркировки с микросхем и некоторых элементов. Но, несмотря на это, можно предположительно определить, что микросхема в 14-ти выводном корпусе – это микросхема LM324. Неподалёку смонтирована микросхема в 8-ми выводном планарном корпусе. Это ШИМ-контроллер (UC3845AD).
Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.

С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части). Схема на транзисторах Q6, Q7 и "обвязка" этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора TELWIN Force 165 можно обнаружить занятную деталь – трансформатор тока T2.

Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.

Выходное напряжение снимается с выходов OUT+, OUT- и через элемент гальванической развязки – оптрон ISO1 (H11817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.

В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – "жёлтый"), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1. Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.

Ручка резистора выводится на панель управления аппарата.

Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора TELWIN Force 165. Об этом читайте здесь.
Какая же сила тока нужна сварочному инвертору?
Здесь в первую очередь мы советуем оттолкнутся от тех задач, которые вы поставите перед аппаратом.
Начните с вопроса: А нужно ли вам 250 Ампер?
Для справки: тока 160 ампер вполне достаточно для качественного провара металла толщиной 4 мм, ели вы будете использовать электрод диаметром 4 мм. Что уже говорить о электродах с меньшим диаметром.
Для того, чтобы более точно подобрать производительность инвертора в зависимости от толщины используемого электрода, предлагаем ознакомится со следующей таблицей.
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, — будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров — просадок всё равно не избежать.
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР. Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже. В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении. Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной. Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода. Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, — 140-200А.
Стоит напомнить, что ток сварки подбирается в зависимости от диаметра электрода. Для приближённых расчётов используется формула:
Значения коэффициента k – можно узнать из таблицы:
Кратность регулирования сварочного тока вычисляется делением максимального сварочного тока на минимальный.
Iсв. max/Iсв. Min.
Для простейших бытовых ММА аппаратов данное соотношение должно быть не менее 2, для профессиональной техники и производственного оборудования — от 3 до 8.
Обман в данном случае может сводиться к преувеличению диапазона регулировок. Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Устойчивость и стабильность процесса сварки
Любитель, который сталкивается со сваркой впервые, думает, что раз электрод «искрит» – значит аппарат работает. Это неверно. Если аппарат зажигает дугу, это совсем не значит, что процесс сплавления кромок свариваемого металла идёт так, как нужно.
Бывает, что аппарат даже выдаёт заявленные токовые характеристики, а сварка всё равно не идёт. И тут стоит обратить внимание на ещё один принципиальный момент – устойчивость системы: «Источник питания-Дуга». Для того чтобы процесс сварки был стабильным должны выполняться следующие условия:
Графически эти равенства определяются точкой пересечения статической Вольт-амперной характеристики дуги (СВАХ дуги) и статической внешней характеристики источника питания (Внешняя характеристика ИП).

Все эти ВАХ и СВАХ для обывателя – тёмный лес. А значит жулики будут этим беззастенчиво пользоваться. К примеру, есть два аппарата с одинаковыми токовыми характеристиками: EWM PICO 162 и наш, уже знаменитый «Дуб». Допустим оба аппарата выдают заявленный номинальный ток в 150А, при этом сварка PICO – просто песня. Аппарат не варит а шепчет. В то время как у владельца «ДУБа» — проблема… очень много брызг, дуга не стабильна и то обрывается, то прожигает дыры в заготовках. В чём может быть дело? Да как раз, в форме внешней характеристики источника. Так что соберитесь, и постарайтесь вникнуть в детали, о которых пойдёт речь далее:
СВАХ дуги представляет собой зависимость напряжения дуги от её тока, т.е. U дуги= ʄ (I дуги) (Напряжение дуги – есть функция от тока дуги).
Т.к. дуга является нелинейным элементом электрической цепи, то и СВАХ дуги будет иметь криволинейный характер и состоять из 3-х характерных участков: падающего, жёсткого и возрастающего.
При разных способах сварки СВАХ дуги реализуется только на некоторых участках. Для ММА сварки это падающий и жёсткий:


Положение СВАХ дуги зависит от длинны дуги

Удаляя электрод от детали сварщик удлиняет дугу напряжение при этом растёт (L1), приближая электрод к поверхности дуга уменьшается, а вместе с ней падает и напряжение (L3).
Внешняя характеристика источника питания
Внешняя характеристика источника питания представляет собой зависимость напряжения на внешних зажимах от тока, т.е. U источника = ʄ (I дуги). (Напряжение на внешних зажимах источника есть функция от тока дуги)
Внешняя характеристика может быть падающей (1), Жёсткой (2), или возрастающей (3).

Для каждого способа сварки, для того, чтобы добиться устойчивости процесса – необходим источник питания с определённой внешней характеристикой. Для ММА сварки источник питания в общем виде должен иметь падающую или круто падающую внешнюю характеристику:

Сварщик не может удержать дуговой промежуток неизменным. Длинна дуги во время сварки то увеличивается, то уменьшается, соответственно меняется и сила тока. При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания — тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
Давайте остановимся на падающей внешней характеристике подробнее, почему важна именно такая форма графика, и чем чреват обман? Предположим, что мы решили использовать для сварки аппарат с полого падающей внешней характеристикой, которой, кстати, часто грешат производители бюджетного сварочного оборудования. Некоторые производители в погоне за высокими токами, вместо номинального сварочного тока указывают ток короткого замыкания. При разработке дешёвого аппарата инженеры не мудрят, а создают источник с такой вот внешней характеристикой:

Ток короткого замыкания здесь, допустим, 200А, которые, недобросовестные продавцы обозначают как номинальный сварочный ток. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Чем ещё плоха данная внешняя характеристика для аппаратов ММА?

При изменении длинны дуги – будет серьёзно меняться и выдаваемый ток аппарата. Как видите диапазон изменения тока при полого падающей характеристике – очень велик, а значит о стабильности сварочного процесса говорить не приходится: аппарат с пологой ВАХ будет то прожигать металл, то не проваривать его в зависимости от положения электрода относительно сварочной ванны. Так же можно сказать, что для сварки покрытым электродом не подходят аппараты с жёсткой или возрастающей внешней характеристикой. Добиться стабильного процесса сварки при таких условиях будет невозможно.

В случае с крутопадающей внешней характеристикой Источника питания диапазон изменения тока будет незначителен, а значит процесс сплавления металла – гораздо стабильнее:

Именно поэтому, для ММА сварки так принципиальна крутизна падения графика. Чем круче – тем стабильнее процесс.
У современных источников питания для ММА сварки внешняя характеристика может быть комбинированной и состоять из 4-х участков:

Такая характеристика обеспечивает соответствие инвертора специфическим требованиям к каждой стадии сварочного процесса.
1 участок – Высоковольтной подпитки
Формируется специальной цепью с напряжением холостого хода 80-100В и Током короткого замыкания 10-50А, для обеспечения стабильности сварочного процесса при работе на малых токах.

2 участок — пологопадающий или жёсткий
Формируется основной силовой цепью с напряжением холостого хода 40-60В, с наклоном 0-0.05 В/А.

Эти параметры выбирают на основе компромисса:
- Требования экономичности (чем ниже напряжение холостого хода, тем дешевле источник питания)
- Получение удовлетворительных сварочных свойств: чем выше напряжение холостого хода, тем выше надёжность зажигания и эластичность дуги.
3 участок — крутопадающий (рабочий режим)
Обеспечивает поддержание устойчивого дугового разряда при установленном значении сварочного тока. Наклон участка можно изменять при проектировании источника – чем он круче, тем выше стабильность тока при изменении длинны дуги. Именно падающая форма данного участка, как уже было сказано, — гарантирует постоянство глубины проплавления и эластичность дуги.

4 участок – Форсирование дуги
О данном отрезке мы говорили выше, когда разбирались с функцией Arc Force. Некоторые источники имеют регулировку форсажа, что позволяет изменять жёсткость дуги. Уменьшение форсирования снижает разбрызгивание, увеличение – позволяет добиться увеличения глубины проплавления и снижение возможности залипания электрода.
Способы регулировки сварочного тока
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод.
Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами — это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, то есть прямо по месту.

