
Токарно-винторезный станок 1К62: технические характеристики, паспорт
Токарно-винторезный станок 1К62: технические характеристики, паспорт
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг.), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.

Универсальный токарно-винторезный станок 1К62
1 Станок 1К62 — назначение, область использования
Модель станка 1К62, пришедшая на смену устаревшей модификации 1А62, начала выпускаться Московским станкостроительным заводом «Красный пролетарий» в 1956 году. Серийное производство агрегата продлилось вплоть до 1971 года.
Помимо стандартных токарных операций, данный станок позволяет производить нарезание резьбы пяти типов: питчевой, архимедовой, модульной, метрической и дюльмовой. 1К62 оснащен шпинделем повышенной жесткости (смонтирован на специальных подшипниках), что дает возможность обрабатывать на станке заготовки из каленой стали. Также допустимо применения ударной нагрузки, которая не влияет на точность обработки.
К преимуществам 1К62 относится — мощный двигатель, жесткость конструктивных узлов, обширный диапазон скоростей, минимальный уровень вибрации при работе. В совокупности все это позволяет выполнять высокопроизводительную обработку металлических деталей.

Внешний вид станка
1К62 классифицируется как лобовой станок — это оборудование, способное работать с заготовками большого диаметра но малой длины. В конструкции предусмотрена поперечная регулировка задней балки, дающая возможность обтачивать пологие конуса. Также балка посредством замка может соединяться с нижней секцией суппорта, что увеличивает функциональные возможности при выполнении сверлильных операций.
к меню ↑
1.1 Особенности конструкции
Устройство агрегата предполагает возможность установки люнетов двух типов — подвижных, диаметром 20-80 мм, и неподвижных — от 20 до 130 мм. Данный станок предназначен для обработки деталей диаметром до 400 мм (при установке над станиной) и прутков 45 мм.
В качестве двигателя используется мотор асинхронного типа мощностью 10000 Вт, выдающий до 2000 об/мин. Всего предусмотрено 23 режима скорости, минимальные обороты — 12.5 об/мин, максимальные — 2000 об, что позволяет выбрать оптимальный режим обработки металлов любой твердости. Регулировка скорости вращения шпинделя и настройка подачи суппорта (продольной и поперечной) выполняется посредством изменения положения шестерни коробки скоростей, для управления которой предусмотрены специальные рычаги. Сами шестерни являются сменными.
За подачу суппорта в станке 1К62 отвечает вспомогательный асинхронный движок на 1000 Вт (до 1400 об/мин). Оба движка оснащены тепловым реле, которые обеспечивают защиту моторов от перегрева. Функцию защиты от коротких замыканий выполняют плавкие предохранители. Конструктивное устройство 1К62 делает станок одинаково эффективным как в силовом, так и в скоростном резании.
Шпиндель в станке 1К62 устанавливается на специальных подшипниках, обеспечивающих повышенную жесткость узла, что в свою очередь дает улучшенную точность обработки заготовок. Согласно классификации по ГОСТ №8-82, данная модель относится к первой группе точности «Н». На станок могут устанавливаться трехкулачковые (диаметр — 250 мм) либо четырехкулачковые (400 мм) патроны самоцентрирующегося типа.

Конструкция станка 1К62
Приведенная схема демонстрирует конструктивное устройство 1К62, где:
- Станина.
- Передняя тумба.
- Задняя тумба.
- Передняя бабка.
- Патрон.
- Задняя бабка (является регулируемой, может перемещаться по направляющей и устанавливаться на необходимом от передней бабки расстоянии);
- Резцы (главный рабочий инструмент) и резцедержатель;
- Фартук и размещенные на нем механизмы продольной и поперечной подачи суппорта.
- Ходовой вал.
- Ходовой винт.
- Коробка подач.
- Корыта для сбора стружки и слива охлаждающей жидкости.
Также существует две модификации данной модели. Наиболее распространенным является станок 1К62Д, который отличается увеличенным на 10 мм отверстием шпинделя и отсутствием в предохранительном механизме фартука падающего червяка. По остальным узлам и механизмам данные агрегаты идентичны.
Серьезно отличается от 1К62 его более современная версия — токарно винторезный станок 1К625. В данной модификации до 500 мм увеличен диаметр обработки над станиной, и до 250 мм над суппортом. Максимальный ход каретки вырос с 1330 до 920 мм. Все это позволяет обрабатывать детали большего размера. Мощность движка, частота оборотов и функциональные возможность в данном станке остались неизменными.
1.2 Станок 1К62 в работе (видео)
к меню ↑
Виды и особенности ремонтных работ
Классификация всех проводимых ремонтных работ осуществляется на основе системы планово-предупредительного ремонта (ППР). Этот комплекс включает в себя:
- техническое (межремонтное) обслуживание – обеспечивает работоспособность станка между ремонтами. ТО подразумевает уход за эксплуатируемым оборудованием и его мелкий ремонт. Может выполняться операторами станков и слесарями дежурных служб;
- текущий ремонт – осуществляется в процессе эксплуатации оборудования для его гарантированной работоспособности. В ходе ТР происходит замена или восстановление частей станка, а также необходимая регулировка и наладка;
- капитальный ремонт – выполняется для восстановления исправности оборудования. При выполнении капитального ремонта возможна замена основных узлов станка;
- непредвиденные поломки и аварийные ситуации устраняются на внеплановом ремонте. При этом заменяются или подлежат восстановлению только пострадавшие элементы.
Подготовительные работы
Перед началом ремонтных работ необходимо выявить и определить все неисправности. Для этого станок необходимо тщательно осмотреть, проверить на точность и ознакомиться с записями в журналах неисправностей, оценить объём ремонта. Необходимо изучить устройство станка, ознакомившись с чертежами и техническим паспортом.
Важно правильно определить порядок разборки механизмов и выделить подходящее для этого место. Осуществляем очистку станка от пыли и технических жидкостей и заготавливаем необходимый для ремонта инструмент. Последний шаг – обесточить оборудование и повесить предупреждающую табличку.
Малый
Малый ремонт характеризуется заменой или восстановлением небольшого количества изношенных деталей или узлов. При выполнении малого ремонта производят проверку станка на точность и чистоту обработки, регулируют или меняют подшипники, зачищают ходовые винты, меняют изношенные элементы крепления. В случае необходимости ремонтируют систему подачи СОЖ для токарного станка и смазки.

Средний
Во время проведения среднего ремонта токарного станка происходит разборка узлов агрегата, замена или восстановление нескольких узлов или механизмов, шлифовка направляющих, а также выполняют настройку и проверку под нагрузкой. При проведении среднего ремонта составляется Ведомость дефектов.
Капитальный
Самый сложный и наиболее затратный вид планового ремонта. Включает в себя полный разбор всех узлов и агрегатов станка с занесением замеченных неисправностей и отклонений в дефектную ведомость, полный ремонт задней бабки и шпинделя, замену или восстановление всех неисправных агрегатов. В рамках капитального ремонта может также проходить техническая модернизация оборудования, с целью повышения производительности и снижения брака.
Особенности конструкции
«Красный пролетарий» не существует достаточно давно, однако многие устройства, которые он успел выпустить работают и по сей день. По прошествии времени многие детали изнашиваются, их необходимо менять. А для придания токарно-винторезному станку 1к62 товарного вида иногда достаточно только подкрасить его корпус. Главное, чтобы техническое обслуживание выполнялось регулярно.
У некоторых аппаратов требует переработки схема электрическая и кинематика. Иногда нужно поменять электрооборудование, после чего устройство будет нормально функционировать еще довольно долго. Однако для ремонта понадобится подробная техническая документация, электросхема, кинематическая схема.
Устройство предполагает возможность установить два типа люнетов для токарного станка 1к62: неподвижных диаметром от 20 до 120 мм и подвижных – 20-90 мм. Для работы используется 23-скоростной движок мощностью 10 кВт с максимальными оборотами – 2000 в минуту. Это позволяет подобрать удобный режим для обработки твердых металлов.

Кинематическая схема
Инструкция по эксплуатации содержит информацию о регулировке скорости вращения шпинделя и как настраивается коробка подачи суппорта станка 1к62. Коробкой управляют рычаги, а шестерни являются сменными. Масса – 2250 килограмм, габариты – 250х120х150 см.
Характеристики его свидетельствуют, что за подачу суппорта в коробке подач 1к62 отвечает дополнительный мотор мощностью в тысячу Вт. Электрическая схема содержит тепловое реле, обеспечивающее защиту движков от перегрева. Для защиты от замыкания схема предусматривает наличие предохранителей.
Имеются два вида модификаций агрегата. Это станок токарно-винторезный 1к62Д, отличающийся увеличенным на десять миллиметров отверстием шпинделя. Коробка подач 1к62 и 1к62Д, кинематика, а также прочие узлы этих моделей практически идентичны.

Коробка подач
1к62 схема этого агрегата сильно отличается от современной версии 1к625. В этой модификации немного повышен вес, диаметр обработки над суппортом и станиной. Ход каретки также повышен. Схема станка 1к62 свидетельствует о том, что мощность двигателя, функциональность, частота оборотов в этой версии не подвергались существенным изменениям.
- Бабка передняя — 1К62.02.01
- Ограждение патрона — 1К62.260.001
- Патрон поводковый — 16Б20П.090.001
- Каретка — 1К62.05.01
- Ограждение — 1К62.50.01
- Суппорт — 1К62.04.01
- Механизм отключения рукоятки — 1К62.52.001
- Охлаждение — 1К62.14.01
- Бабка задняя — 1К62.03.01
- Электрооборудование — 1К62.18.01
- Станина — 1К62.01.01
- Фартук — 1К62.06.01
- Переключение — 1К62.11.01
- Моторная установка — 1К62.15.01
- Коробка подач — 1К62.07.01
- Шестерни сменные — 1К62.78.02
Токарно-винторезный станок 1К62
Назначение токарно-винторезного станка 1К62 — наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5-2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 — 4,16
- Поперечные 0,035 — 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1-192
- дюймовой (число ниток на 1″) 2 — 24
- модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
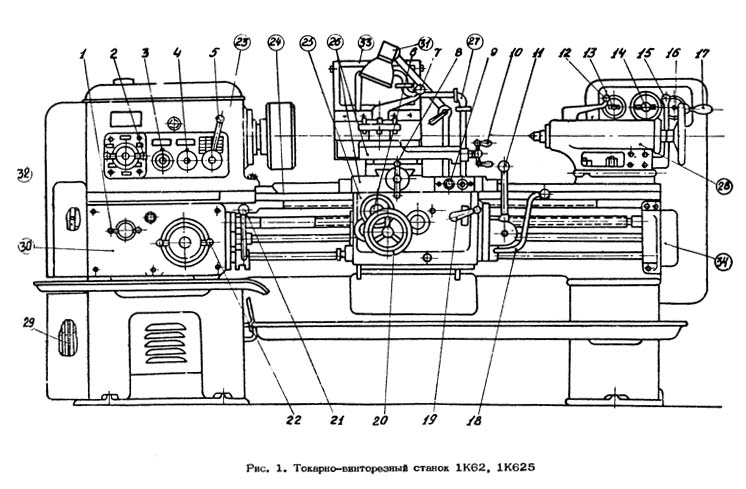
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.

Рисунок 1 — Токарно-винторезный станок 1К62
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка 1К62 представлена на рисунке

Рисунок 2 — Кинематическая схема токарно-винторезного станка 1К62
Главное движение
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 — 17 и 18 — 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 — 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 — 26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27 — 28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21 — 20, 29 — 19, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 29 — 19, 16 — 30, 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 16 — 30, 27 — 28, вал VIII.
С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 — 33 или 34 — 35, или через реверсивный механизм с колесами 36 — 37 — 38, сменные колеса 39 — 40 или 41 — 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 — 45 — 46 на вал XI, затем через колеса 47 — 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 — 56) и далее по цепи зубчатых передач 57 — 58, 59 — 60, 61 — 62 или 63 — 64 через колеса 65 — 66 или 64 — 67 — валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69 — 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 — 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 — 48 — 47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Продольная и поперечная подачи суппорта
Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73 — 74 и червячную пару 75 — 76 валу XVII. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 — 78 — 79 или 80 — 81 валу XVIII и далее парой 82 — 83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 — 78 — 86 или 80 — 87

Рисунок 3 — Коробка скоростей станка 1К62
вращение передается валу XIX и далее через зубчатые колеса 88-89-90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта
Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93-94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
Передняя бабка
Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56- z = 51, или через колесо z = 50 и промежуточный блок z = 24 — z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47 — z = 55 — z = 38. В левом положении блока z = 43 — z = = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65 — z = 43, а в правом положении этого блока — через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно — с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Задняя бабка
Задняя бабка 1К62 имеет плиту 12 и может перемещаться по направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары 7-8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней

Рисунок 4 — Задняя бабка станка 1К62
и заднего центра 4. Корпус 3 бабки с помощью винтовой пары 1 может сме¬щаться в поперечном направлении относительно плиты 12. Болтом 14 и башмаком 2 задняя бабка может закрепляться на станине станка 1К62. Это также можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др).
Коробка подач
Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона 3, блоки зубчатых колес 6 и 13 и переключаемые муфты 1, 2, 4, 5, 7, 5, 14, 15. В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.

Рисунок 5 — Коробка подач станка 1К62
Суппорт
Суппорт состоит из следующих основных частей: нижних салазок 1 для продольного перемещения суппорта токарно-винторезного станка 1К62 по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и безлюфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической
от зубчатого колеса 8.

Рисунок 6 — Суппорт станка 1К62
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
Механизм фартука
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала 1 передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом, вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал токарно-винторезного станка 1К62, чтобы нельзя было включить подачу суппорта от них одновременно.
. станков: 1К62 , 16К20, 16А20Ф3, МК6056, МК6057, МК6058, КУСОН-3 и др. Наш капитальный ремонт токарных станков это: Проверка станка в работе и составление . в коробке скоростей, а именно подшипников, зубчатых шестеренок, шлицевых валов, многодисковой фрикционной муфты, маслонасоса. Замена подшипников и зубчатых шестеренок в коробке подач . .
В наличии / Опт и розница
на 19 ноября 2021
| USD ЦБ | 72.60 | -0,22 |
| EUR ЦБ | 82.25 | -0,10 |
© REGTORG.RU, 2010-2021 | Пользовательское соглашение | 

