
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки

Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.

Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
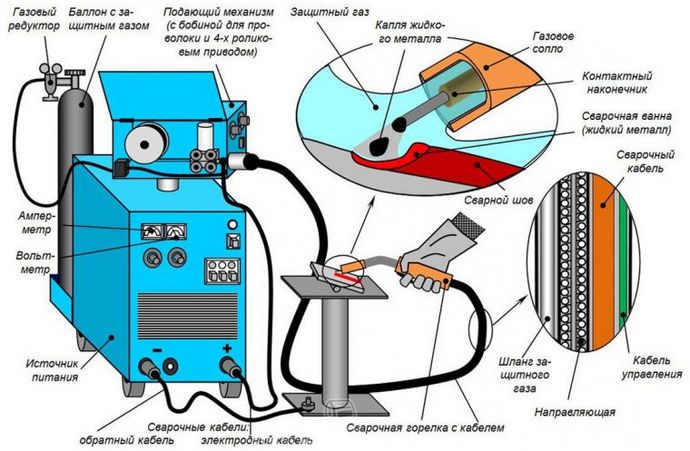
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
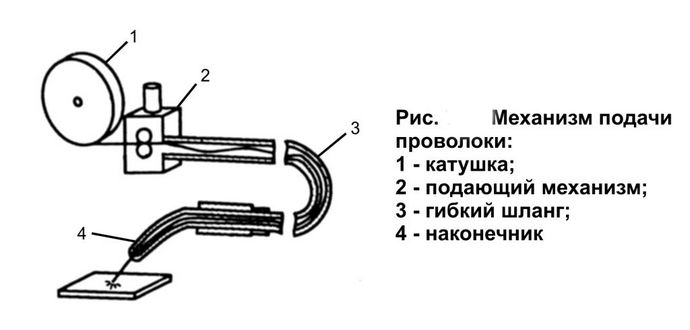
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
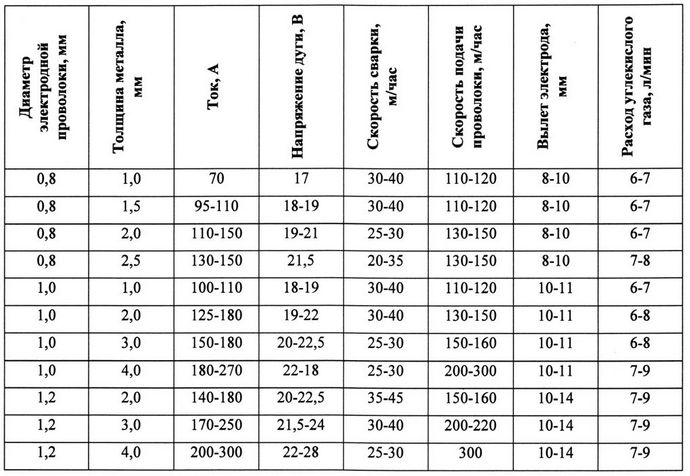
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
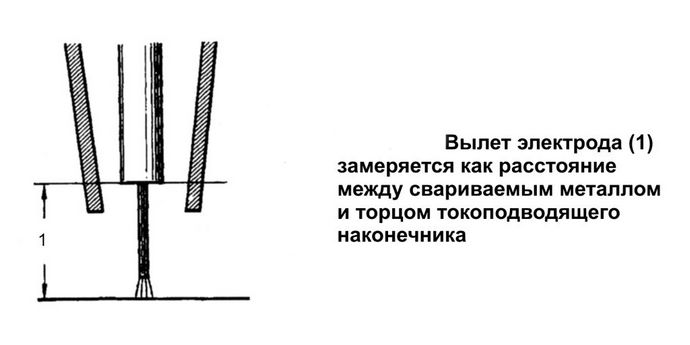
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Помогите настроить полуавтомат

- Новичок
- Cообщений: 28

- Город: Орехово-Зуево
Здравствуйте, знаю что мой вопрос для многих банален и у многих вызовет смех, но убил целый день так и не смог добится нормального вара, просмотрел кучу видео и форумов, статей, но все-равно что-то не так настроил, это мой первый полуавтомат очень хочется получить красивый шов, а на деле пока получается хуже чем обычным электродом
аппарат aurora overman, проволока 1.0мм, газ Co2
варю контейнер из металла 3мм, вот такой ужас получается:

Вот настройки аппарата:


1) Когда баллон был новый заправленный из магазина, давление на правой шкале было чуть больше 5, щас стрелка на середине, я так понял газ кончается? как определить более точно заполненность баллона? сам баллон на 10литров
2) Какое давление надо выставить на редукторе, везде пишут от 0.4 — 0.8 Mpa, но точного значения нигде не написано, я ставлю 0.4 (на фото видно). Это нормально ?
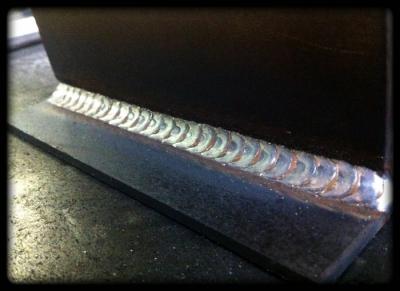
хочется научится делать шов хоть чуть-чуть похожий на этот:
заранее благодарю всех за помощь!
#2 Юнат
- Участник
- Cообщений: 164
#3 штурман 001
Своих не бросаем. Пленных не берем.
- Город: Рязанская область
#4 pavel83
- Участник
- Cообщений: 2 255

- Город: Деревня
ivn12, Город укажите. Позовем Константин Краев, прояснит в чем проблема.
#5 Lohus
- Участник
- Cообщений: 2 476
- Город: Витебск
пишут 0.4 мРа или 0.4 кгссм ?
Если я правильно понял в той теме, у вас мягко сказать «много» (раз в десять больше).
Как-то так (если ни ветра ни сквозняков нет):

+ ПА ржавчину не любит.
Причина редактирования: подправил картинку немного, сначала слишком мало нарисовал.
Сообщение отредактировал Lohus: 22 Декабрь 2015 16:56
- 2
#6 Kurt1
- Участник
- Cообщений: 2 587

- Город: В.Луки
ivn12 , Простая проверка работоспособности аппарата — все ручки вправо до упора и на толстом металле кладем шов, показываем в «студию», что получилось и отсюда начинаем «танцы».
Сообщение отредактировал Kurt1: 22 Декабрь 2015 17:01
#7 валера1963
- Участник
- Cообщений: 1 843

- Город: Рязань
Сообщение отредактировал валера1963: 22 Декабрь 2015 17:54
#8 ММАстер
- Участник
- Cообщений: 174

- Город: Около Нижнего Новгорода
#9 Юнат
- Участник
- Cообщений: 164
#10 Hlorofos
- Город: Донецк РФ
#11 tehsvar
- Город: Нижний Новгород
- 9
#12 PecToPaH
- Участник
- Cообщений: 526

Сразу видно что дело не в газе или ржавчине.А в настройках . Мало тока для такого вольтажа CURRENT 160, VOLTAGE 21-24. Индуктивность в ноль.
Сообщение отредактировал PecToPaH: 22 Декабрь 2015 20:15
#13 Kurt1
- Участник
- Cообщений: 2 587
- Город: В.Луки
В моем аппарате положение индуктивности более ощутимо на малых токах (добиваюсь капельного переноса) на больших токах можно сказать почти и не заметно, и в данном случае значения никакого не имеет а более подробное объяснение какая ручка и для чего в данном аппарате для меня темный лес и предполагаю что для ТС тем более.
Мой ФЕБ что то подобное изображал, когда релюха не срабатывала при любом расположении ручек. Алексей похоже ближе всех к разгадки таких швов.
Сообщение отредактировал Kurt1: 22 Декабрь 2015 19:42
- 2
#14 Миротворец
- Город: г. Иркутск. Александр, можно на ты
- 1
#15 ММАстер
- Участник
- Cообщений: 174
- Город: Около Нижнего Новгорода
Сразу видно что дело не в газе или ржавчине.А в настройках . Мало тока для такого вольтажа.
#16 Сусанин
- Участник
- Cообщений: 1 074

- Город: Владимир
ivn12 , этот походу импульсным варен, а по вашему аппарату думаю Сусанин скоро подтянется, поищите через форумный поисковик, словосочетение-Аврора оверман.
- 2
#17 Hlorofos
- Город: Донецк РФ
Видео сними, с того как заряжаешь катушку и подключаешь газ, ло сварки. Косяки как обычно нелепые!
- 1
#18 ivn12
- Новичок
- Cообщений: 28
- Город: Орехово-Зуево
спасибо друзья за ответы, теперь я хотябы понял про настройку давления газа на выходе!
Расстояние от сопла горелки до изделия?
У меня одни кадры примерно такой шов клали пытаясь варить как электродом. Проволока сантиметров на 30 вылезет и они ею пытаются варить что то.
Это было что-то!
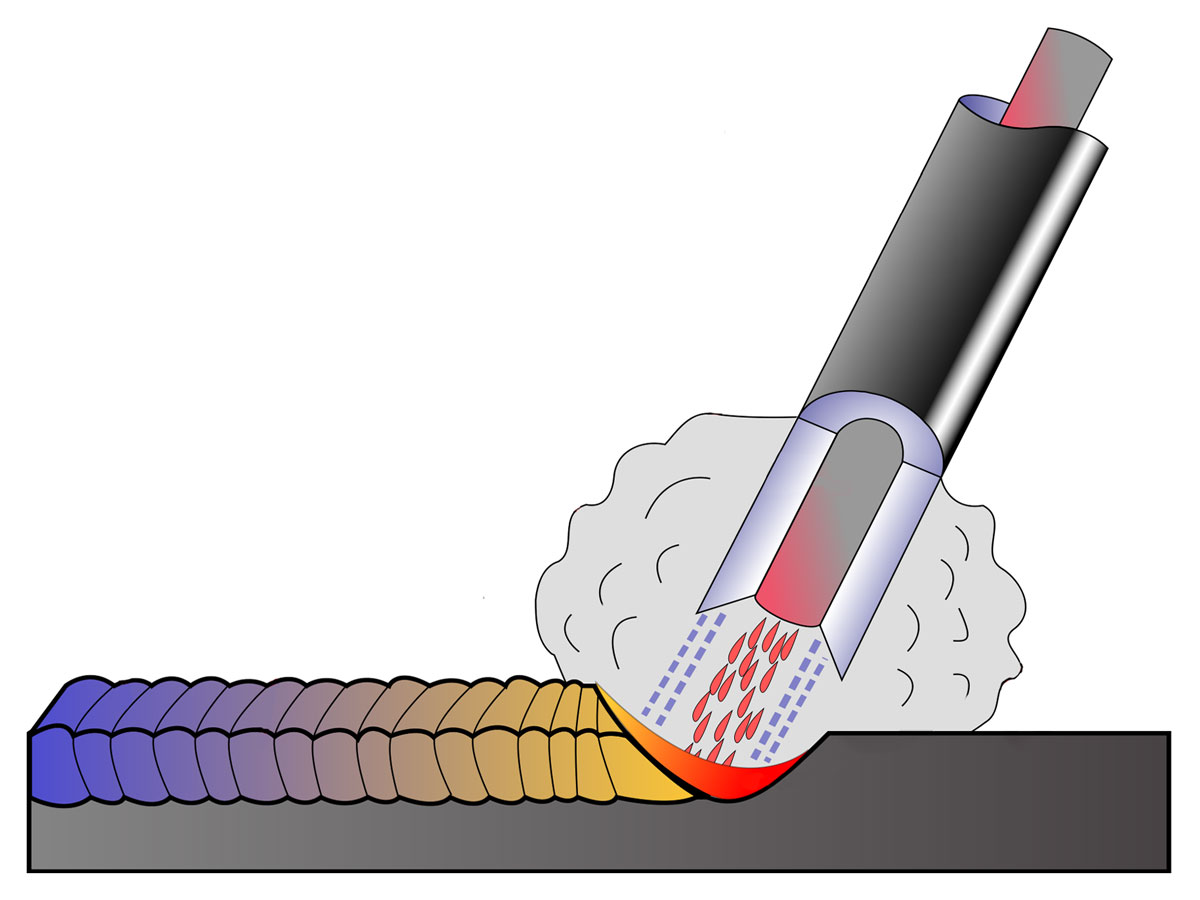
Я смотрел обучающие видео по полуавтоматам, там расстояние примерно сантиметр (8-15мм на глаз), угол 45 градусов. Варил так же
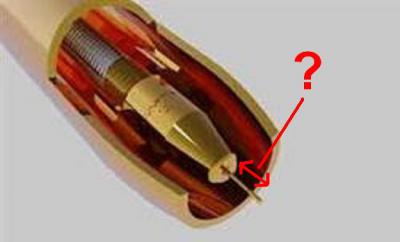
Единственное что меня еще сильно интересует — насколько глубоко должен быть утоплен медный наконечник внутри сопла? или быть на равне с ним? я купил новый 1.0мм наконечник, так вот он на равне с соплом горелки хорошо это или плохо я незнаю
Если бы еще кто-то скинул сюда конкретные настройки ТОКА, НАПРЯЖЕНИЯ и ИНДУКТИВНОСТИ для сварки 3мм металла для аппарата аврора оверман, то было бы замечательно. ну имею ввиду настройки от которых уже можно начинать вносить коррективы до получения хорошего шва
проволока ER-70S-6 (СВ082ГС) 1.0мм . Устанавливал катушку и протягивал ее согласно видео и разным статьям в интернете, здесь все нормально сделано и прижимной ролик тоже повернул канавкой под 1.0мм проволоку, поэтому в механизме подачи проволоки я уверен 100%
Как правильно выбрать сварочный полуавтомат для дома
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».
Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.

Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом:
Принцип работы полуавтоматического оборудования для сварных работ заключается в следующем:
- Сварной ток поступает на горелку.

Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.
Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?
- MIG – аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.
Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
- Подобрать силу тока – сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:
- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:
- Китай – оборудование китайских производителей представлено в наиболее приятной ценовой категории. Можно приобрести китайский полуавтомат как заводской, так и кустарной сборки. Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.

Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования. Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:

- система автоматической подачи проволоки
Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:
- Полуавтомат – по сути, практически ничем не отличается от обычной сварочной установки. Единственной разницей является то, что подача сварной проволоки осуществляется автоматически (может быть как с механическим, так и электронным приводом). Преимущества полуавтоматической сварки перед автоматической сваркой состоят в том, что квалифицированный специалист может выполнять сложные задачи по обработке тонких металлов, что практически недостижимо при использовании автомата.

Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.

Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
Достоинства и недостатки полуавтоматов
Плюсов у техники такого рода заметно больше, чем минусов. Этим обусловлено ее широкое использование.

Среди длинного ряда преимуществ можно выделить:
- Способность агрегатов работать с очень тонким материалом (до 0,5 мм толщиной);
- Возможность варить оцинкованный металл, если использовать особого рода проволоку (на основе медных сплавов);
- Невысокая степень чувствительности к загрязнениям свариваемого металла;
- Более доступная стоимость сварки;
- Способность работать практически с любыми металлами;
- Высокий КПД.
Есть и несколько недостатков:
- Повышенное разбрызгивание металла в случае, если не используются защитные газы;
- Открытая дуга характеризуется более интенсивным излучением;
- Чувствительность агрегата к снижению температуры воздуха.
Последний из названых пунктов принимается во внимание, если в местности неустойчивый и по большей части холодный климат.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить

Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
 Рисунок 5 — Дефектный шов alt=»Дефектный шов» width=»132″ height=»312″ /> Рисунок 4 — Дефектный шов
Рисунок 5 — Дефектный шов alt=»Дефектный шов» width=»132″ height=»312″ /> Рисунок 4 — Дефектный шов
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.

